 客服:财务:服务时间 :09:00-19:00
客服:财务:服务时间 :09:00-19:00焊接时利用液态的“焊锡”与基材接合而达到两种金属化学键合的效果。与胶合不同,焊接是焊锡分子传入基材表层金属的分子结构而形成的一种坚固完全的金属结构。当焊锡熔接时不可能完全从金属表面上把它擦掉,因为它已变成基层金属的一部分。
焊接前的准备工作主要是对烙铁头的预处理工作。应该在烙铁架的小盒子内准备好松香和清洁块,注意清洁块需要用水浸湿,烙铁接接通电源后片刻,应该等待烙铁头温度大约能达到松香的熔解温度,大约为150摄氏度时,可将烙铁头插入松香中,使其表面涂敷上一层松香。在实际操作中,因不知何时才能达到松香的熔解温度,可以在接通电源后,用烙铁头接触松香,待松香熔解但又未气化前,即可脱离松香与锡丝接触,使烙铁头部(大约3~5mm)表面均匀地覆盖一层光亮的锡层,即完成烙铁头的预处理。
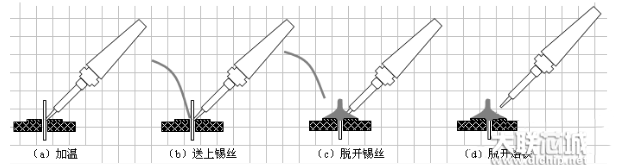
烙铁焊的操作动作可分解为4步,要获得良好的焊接质量,必须严格地按下图所示步骤进行。

按上述步骤进行焊接是获得良好焊点的关键之一。在实际生产中,最容易出现的一种违反操作步骤的做法是烙铁头不是先与被焊件接触,而是先与锡丝接触,熔化的焊锡滴落在尚未预热的被焊部位,这样很容易导致虚假焊点的产生。更为严重的是,有的操作者用烙铁头沾一点焊锡带到被焊部位,这时助焊剂已全部挥发或焦化,失去了助焊作用,焊接质量就可想而知了。因此在操作时,最重要的是烙铁头必须首先与被焊件接触,先对被焊部位进行预热,这是防止产生虚假焊(最严重的焊接缺陷)的有效手段。
(1)烙铁头与被焊件的接触方式
被焊件通过与烙铁头接触获得焊接所需要的温度,所以接触要掌握下列要领:
①接触位置:烙铁头应同时接触需要互相连接的2个被焊件(如引线和焊盘),烙铁一般倾斜45°,如图2所示,应避免只与其中1个被焊件接触。当2个被焊件热容量悬殊时,应适当调整烙铁倾角,使热容量较大的被焊件与烙铁头的接触面积增大,热传导得到加强。2个被焊件能在相同的时间内被加热到相同的温度,被视为加热理想状态。
②接触压力:烙铁头与被焊件接触时应略施压力,热传导强弱与施加压力大小成正比,但以对被焊件表面不造成损伤为原则。


(2)锡丝的供给方法主要掌握三个要领,即供给时间、位置和数量。
a.供给时间:原则上时被焊件升温达到焊料的熔解温度时立即送上锡丝。
客服:财务:服务时间 :09:00-19:00